
Как работает полуавтомат
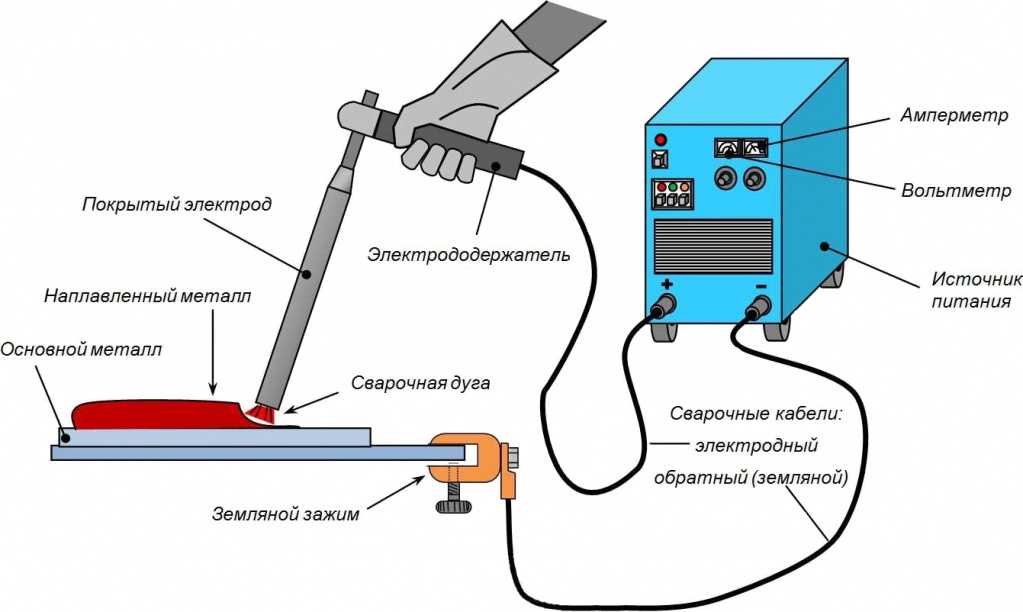
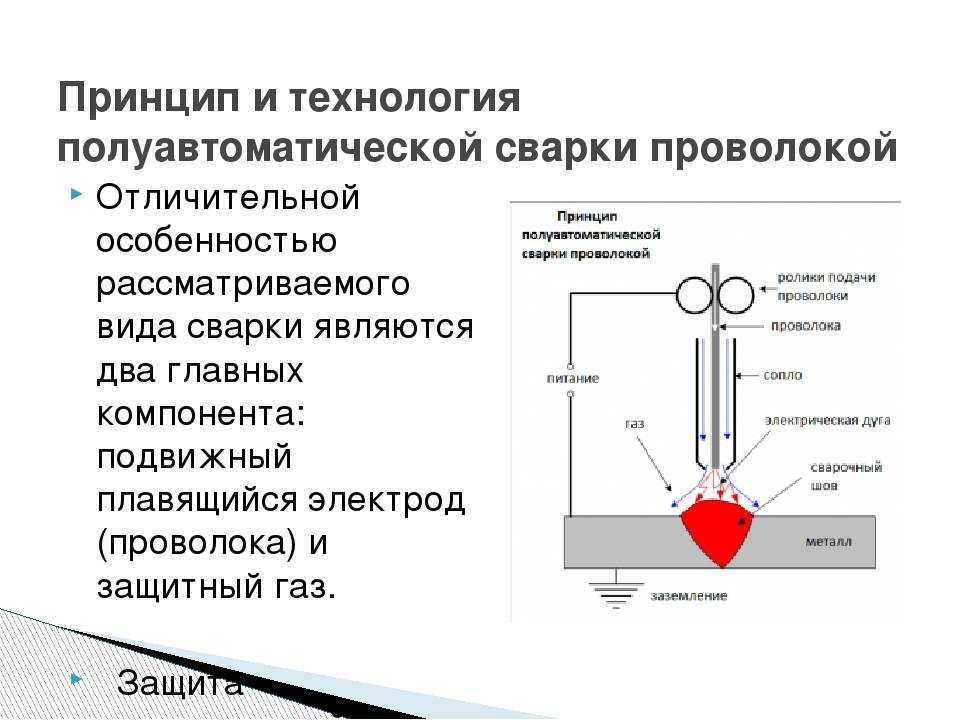
Чтобы понять, как работает полуавтоматическая сварка стоит рассмотреть принцип работы оборудования. Во время обработки на область свариваемого участка непрерывно подается электродная проволока. По этой причине сварщик не должен постоянно устанавливать новые электроды.
Во время сварки производится нагревание и деформирование свариваемых изделий. Между металлическим элементом и электродом, который находится под напряжением, в газовой смеси образуется электрический разряд. Качественные характеристики соединения повышаются благодаря применению инертного газа, именно он предотвращает появление окислов.
Стоит отметить! Технология полуавтоматической сварки получила это название, потому что подача проволоки производится автоматически, а контроль подачи и сварочный процесс производится сварщиком вручную.
Среди основных особенностей работы полуавтомата можно выделить:
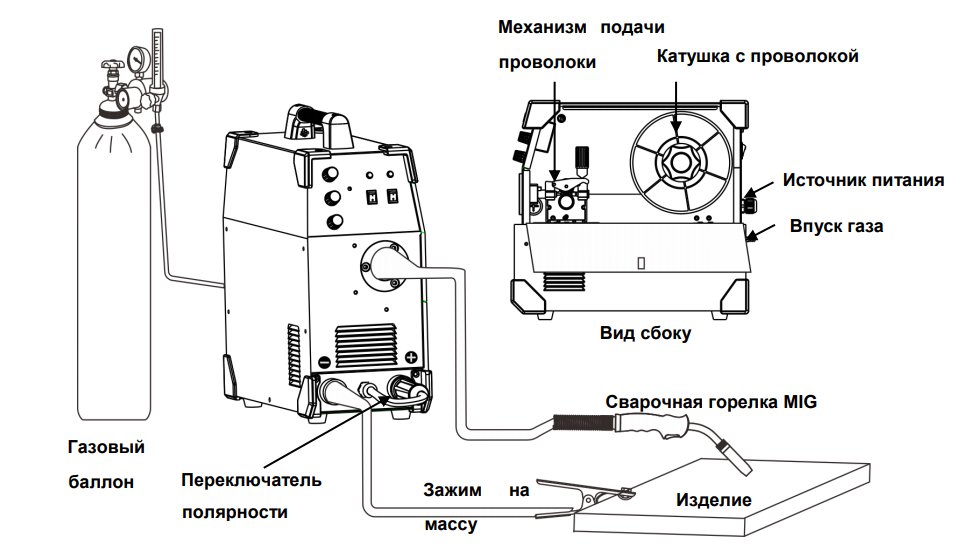
- У полуавтоматического оборудования предусмотрено два полюса — с положительным и отрицательным зарядом. Полярность подключения подбирается в соответствии с металлом, который сваривается. Один зажим прикрепляется к свариваемому изделию, другой подается к скользящему контакту горелки.
- Параметры силы тока выбирается согласно характеристикам материала, который применяется для сваривания.
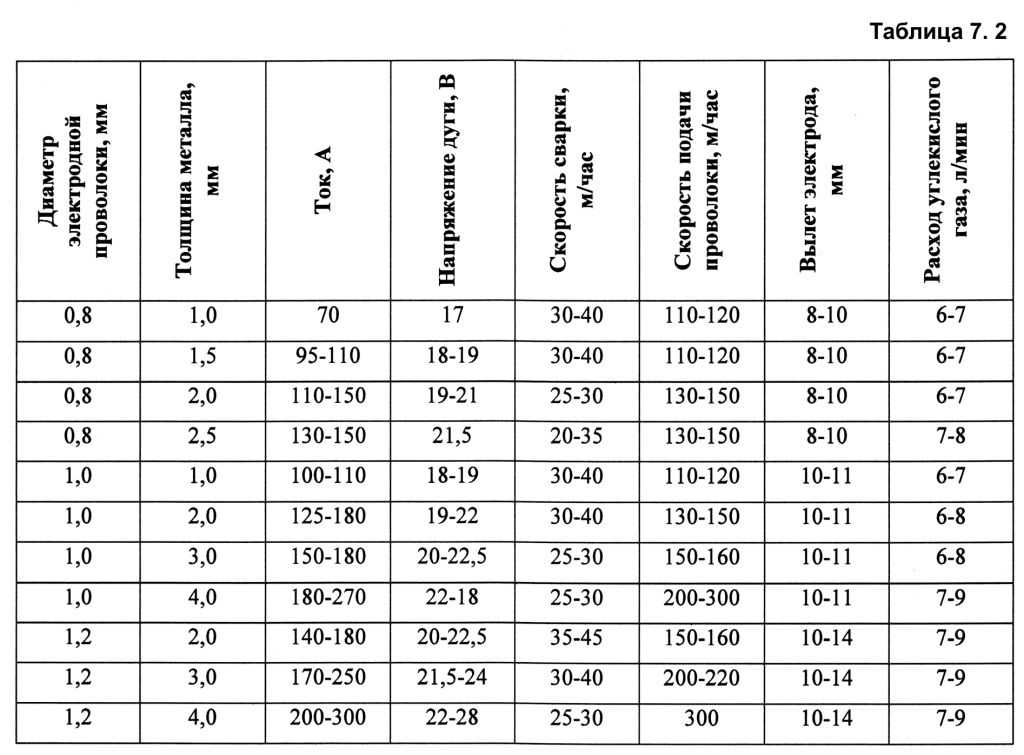
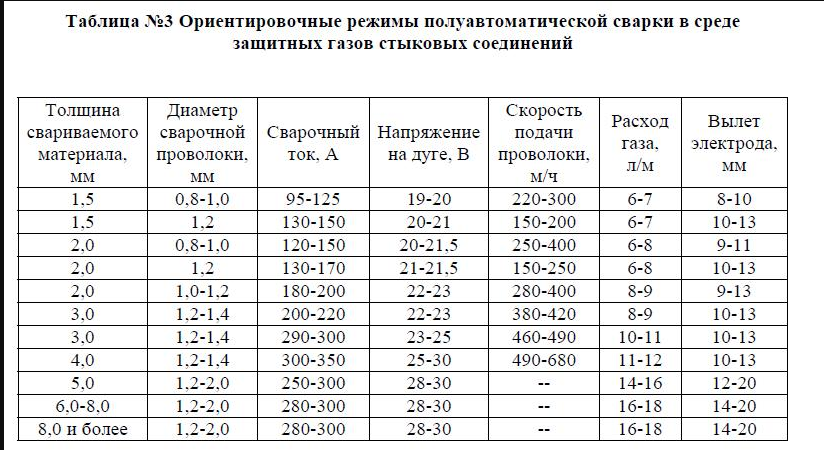
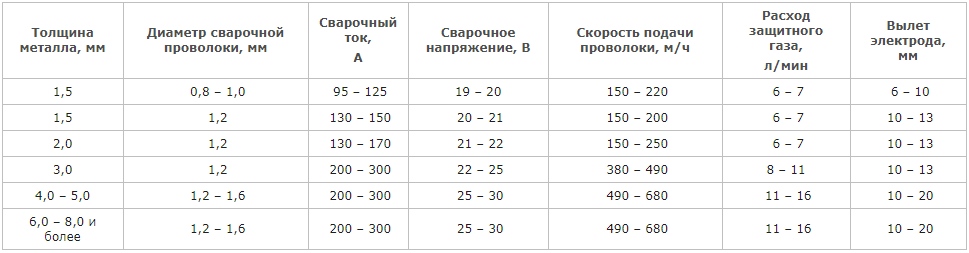
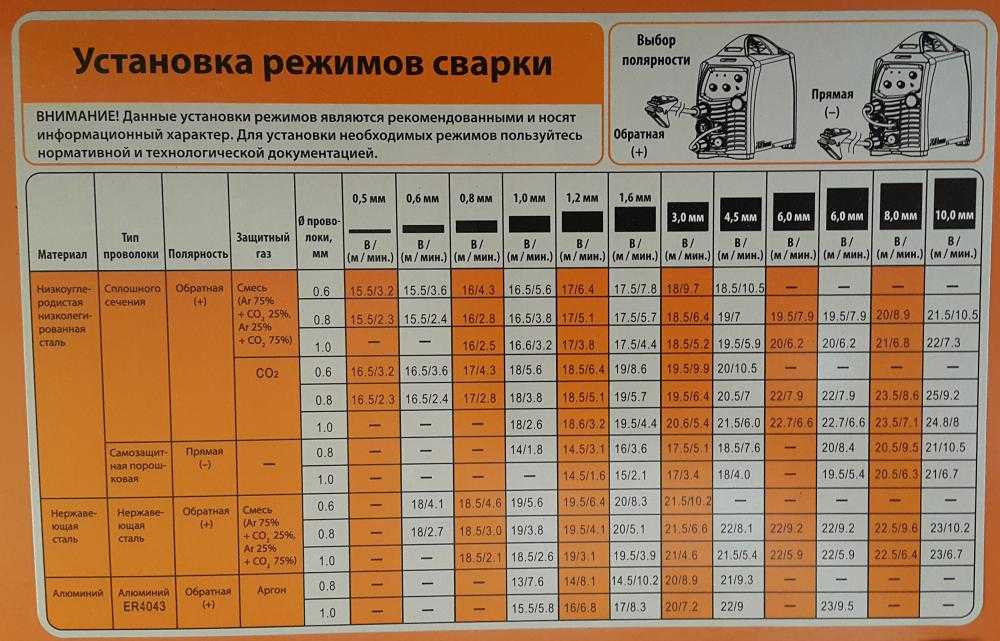
- Для подбора оптимальных показателей силы тока сварщики применяют специальные таблицы, следуют рекомендациям изготовителя сварочного оборудования.
- Скоростные показатели подачи задаются с помощью коробки передач или шестерни.
- Газовое полуавтоматическое оборудование предназначено для работы с инертным или углекислым газом. Для проведения сварочных работ подается сварочная проволока для полуавтоматического прибора, которая имеет в составе магний и кремний. Постепенно происходит ее расплавление и последующая подача на свариваемую область.
- Вместе с проволокой подается газ, который обеспечивает защиту металлическому изделию и электроду от отрицательного влияния кислорода.
- При применении аппаратуры для флюсовой проволоки газ не требуется. При проведении сварки полуавтоматом без газа происходит сгорание флюса и образование газа, именно он нейтрализует отрицательное воздействие воздуха.
Виды сварочных агрегатов и их характеристики:
— трансформаторные. Достоинства: бюджетная стоимость, нормальная эффективность работы, несложность использования. Недостатки: большой вес и габариты, нестабильность дуги, необходимость специальных электродов, невозможность сварки стали из нержавейки и цветного металла;
— выпрямительные. Плюсы: абсолютная устойчивость дуги, возможность сварки любых металлов. Минусы: высокая цена, низкая эффективность, огромный расход электроэнергии, значительный вес;
— инверторные. Преимущества: мобильность (оптимальный вес и размеры), относительно высокий уровень эффективности, независимость от перепадов напряжения в электросети, возможность осуществления сварочных работ различных марок металлов. Недостатки: высокая стоимость, необходимость соблюдать особые требования к хранению и эксплуатации.
Стандартные типы сварочных устройств:
- ручные;
- полуавтоматы;
- автоматы.

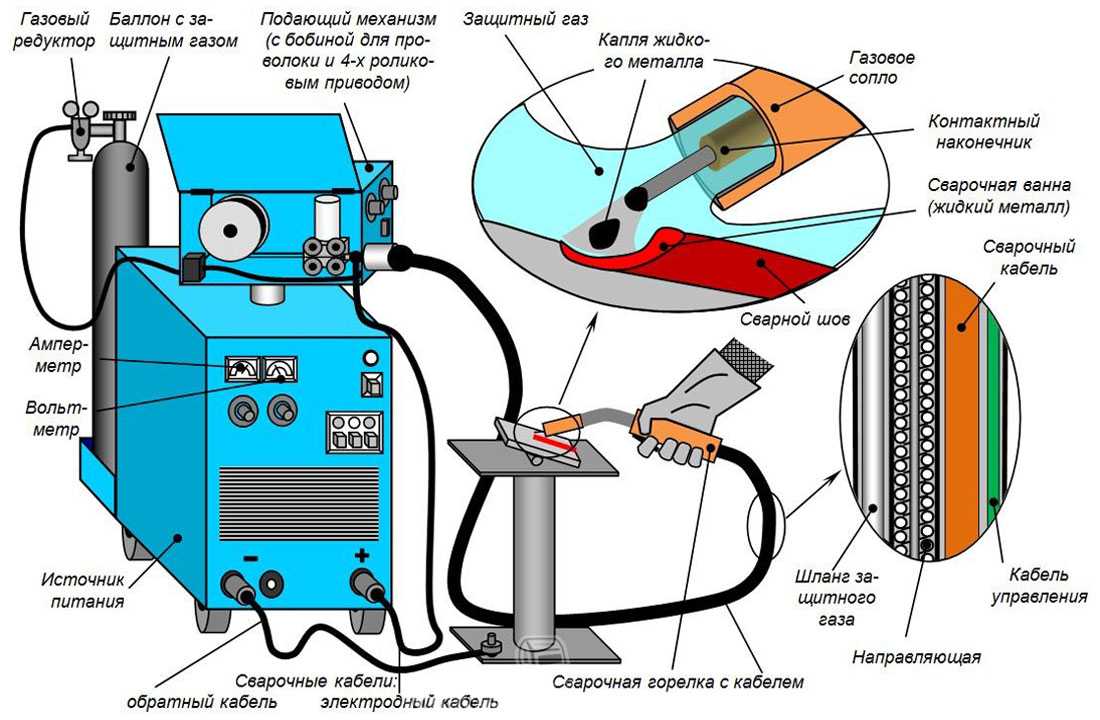
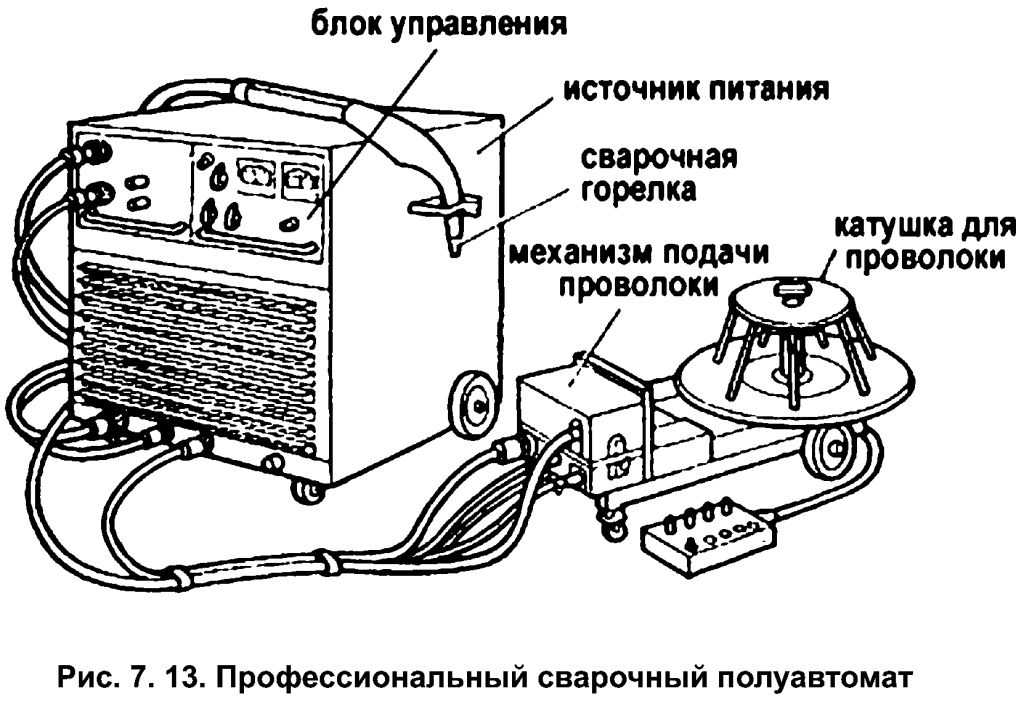
Сварочные полуавтоматы MIG/MAG широко используются для сварки в среде защитных газов. Источник питания, устройство подачи проволоки, устройство управления, горелка – вот из чего состоит такой аппарат; а по источнику питания он может быть трансформатором, выпрямителем или инвертором. Дуговая сварка MIG/MAG является более требовательной к условиям, поэтому для ее ведения требуется специальное оборудование — инверторные сварочные полуавтоматы.
Принцип работы и устройство
Даже самый дешевый инверторный полуавтомат MIG-MAG способен облегчить процесс сварки, чтобы максимально эффективно использовать весь потенциал оборудования, необходимо знать основные принципы работы.
В комплект обязательно входит: катушка со сварочной проволокой, направляющее приспособление, ролики, приемное устройство для проволоки. Ролики приводятся в движение электродвигателем. Скорость вращения регулируется в соответствии со скоростью расплавления электрода. Ролики вытягивают электрод из катушки и направляют его по шлангу к горелке.
К горелке подводятся следующие шланги: шланг подачи проволоки, шланг подачи защитного газа, электропроводка, управляющая линия, а в некоторых полуавтоматах и охлаждающая жидкость.
Типы горелок MIG/MAG
S-образная, отличается небольшим весом;
сварочный пистолет, подходит для подачи мягкой и тонкой проволоки;
горелка с дисплеем (у цифровых моделей);
горелка с малой катушкой для очень мягкой проволоки.
Сварочные полуавтоматы для работы с самозащитной порошковой проволокой: источник питания — трансформатор или выпрямитель, работа без дополнительной защиты зоны сварки. Преимущество: высокая производительность. Применение: сварка стали, чугуна, износостойкая наплавка. Цена от 6000 рублей.
Сварочные полуавтоматы для работы с электродной проволокой в среде защитного газа, источник питания — трансформатор или инвертор. Инверторный полуавтомат обеспечивает более совершенную работу механизма подачи проволоки с регулировкой скорости в широком диапазоне.
Модели с электронным управлением — преимущество: возможность сварки в непрерывном режиме. Применение: сварка протяженных швов, сварка точками. Цена: от 30000 рублей.
Сварочные инверторы-полуавтоматы для любого метода сварки, постоянного и переменного тока, однофазные и трехфазные. Применение: строительство, промышленность, автосервисы.
Первый опыт
Чтобы научиться использовать сложное оборудование, нужно внимательно ознакомиться с инструкцией, обратить особое внимание на раздел: как правильно пользоваться полуавтоматом. Затем настроить его, потому что верная регулировка силы тока позволит выполнить сварочный шов без изъянов и досадных пропусков
В. В. Тунгусков, Образование: АНО Учебный центр ИТЦ Эксперт (г. Москва), сварщик 4 разряда, опыт работы с 2009 года:Для полуавтоматов лучше использовать импортную проволоку, т. к. она намного качественнее отечественных аналогов, но стоимость изделий при этом повышается».


Баллон с редуктором
Для сварки используются только проверенные баллоны, на поверхности которых указана дата заполнения. Наиболее бюджетный вариант — использование углекислого газа в качестве зашиты места сварки от окисления, для этого приобретается баллон с редуктором. Устанавливается манометр, чтобы надежно контролировать давление газа в системе — оптимальная величина около 0,2 атмосфер.

Основные компоненты регулирования подачи газа от баллона к горелке.
Защитная маска
Для защиты лица и глаз используются специальные сварочные маски с затемненным окошком, которые надеваются на голову и высвобождают руки для работы. Производители современных аналогов разработали уникальную систему наподобие очков Хамелеон — стекло маски мгновенно становится непроницаемым при активации сварочной дуги.
Во время прекращения сварки окно становится прозрачным, так что маску можно не снимать, что намного упрощает действия сварщика, особенно когда он не обладает большим опытом проведения подобных работ.
Технология
После тщательной подготовки оборудования исполнитель делает легкое касание проволоки о поверхность свариваемых деталей для активации дуги. После её появления проволока ведется вдоль стыка на постоянном расстоянии, при этом одна рука занята горелкой, а второй — сварщик придерживает конструкцию. Зазор при толщине заготовок до 10 мм — 1 мм, далее он составляет не более 10% от толщины детали.
Проволока подается автоматически с выставленной заранее скоростью, а исполнитель формирует шов при плавлении металлов. Полуавтоматические аппараты выпускаются с газовой защитой или с применением флюса, каждый вариант имеет характерные особенности, но оба эффективны и позволяют получить качественное соединение конструкции.
Характеристики
 Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
Что такое сварочный аппарат полуавтомат, это оборудование, которое выполняет часть работы по сварке автоматически. Сварщик настраивает режимы и следит за образованием ванны, направляет расплавленный металл для образования шва.
На полуавтоматах от выставленной силы тока зависит скорость подачи расходного материала и какой плотности образуется защитная среда. Рабочий формирует шов, одновременно следит за его образованием и качеством. При возникновении дефектов сразу же может изменить режимы работы оборудования и продолжить варить.
В сравнении с ручной, сварка полуавтоматическая имеет явные преимущества:
- при работе не надо постоянно прерываться и менять электроды,
- процесс сварки обходится дешевле, нет остатков расходных материалов,
- сварщик не отрывается постоянно от работы, производительность выше,
- расходный материал подается с постоянной скоростью, процесс плавления и сама сварка происходят быстрее и качественнее,
- шов большой длины не имеет стыков, варится непрерывно,
- автоматическая подача проволоки облегчает процесс сварки, позволяет создать красивый шов.
При постоянной скорости подачи проволоки дуга не прерывается, горит стабильно. Ее маленький диаметр позволяет постоянно варить на короткой дуге, что проще и провар лучше.
На сварочнике полуавтомате инверторного типа можно сваривать абсолютно все. Его мощности хватает, чтобы прожечь аргоном окисную пленку на алюминии, при этом не прожечь лист насквозь. Порошковой проволокой свариваются сплавы цветных металлов, сами металлы, высоколегированная сталь.
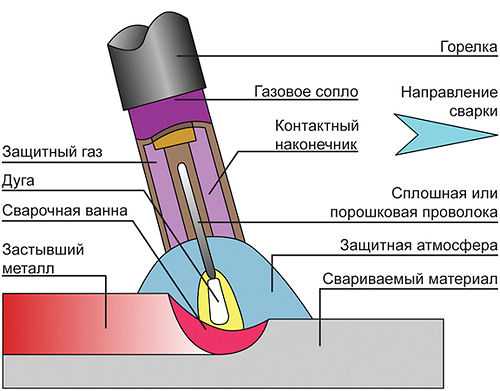
С газом
 В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.
В горелке кроме держателя электрода имеется форсунка, через которую подается газ. Она направлена непосредственно в сварочную ванну и закрывает ее, защищая от воздуха и влаги. При равномерной подаче проволоки, расстояние от дуги до ручки постоянное, поэтому горелка закрепляется жестко, а не подводится отдельно сбоку, как при ручной сварке аргоном.
Устройство у полуавтоматов разное, но в оборудование обычно входят:
- источник питания,
- охлаждение,
- катушка для расходного материала,
- проволочный канал,
- шланг для газа,
- горелка,
- газовый баллон,
- кабеля для подключения и зажимы плюс и минус.
Важно! Редуктор газового баллона оборудуется подогревом, чтобы газ поступал теплым, не охлаждал ванну. Особенно важно иметь обогреватель при работе на холоде
Горячий газ дополнительно согревает зону сварки, не дает детали резко остыть.
Катушка оборудована узлом автоматической подачи электродной проволоки работает по толкающему принципу. Ролики, расположенные в рукоятке горелки тянут проволоку. Наилучшим является смешанный принцип подачи, когда от катушки проволока с небольшим усилием проталкивается в рукав. Тянущий узел на горелке регулирует скорость подачи. Такой способ полностью исключает заклинивание расходного материала в длинном рукаве. В случае, когда остался маленький кусок проволоки, ее легко вытащить.
Подача газа включается одновременно с проволокой, одной кнопкой на держаке. Оба режима сдублированы и зависят от настроенной силы тока. Чем больше его величина, тем быстрее движется проволока и больше газа поступает. При сварке нестандартных материалов, требующих особого режима, эти параметры требуют отдельной регулировке.
На профессиональных аппаратах форсунка с газом может быть съемной и подсоединяться к держателю. Подача газа регулируется отдельно, в зависимости от того, какой используется.
Без газа
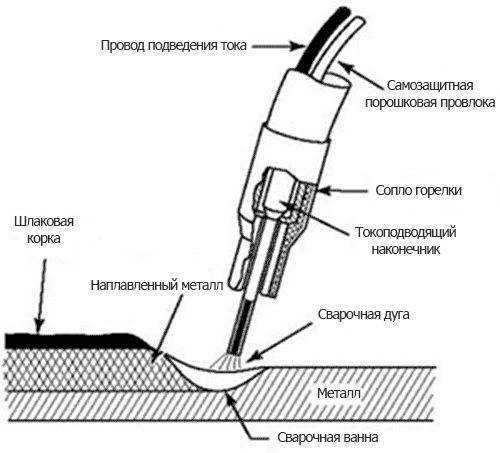
При сварке без газа, на аппарате стоит накопитель, и автомат по рукаву подает в рабочую зону флюс. Защитный материал насыпается немного впереди сварочной ванны и частично нагревается текущим расплавленным металлом до подхода к нему дуги. В процессе сварки он переходит в жидкое состояние раньше металла и всплывает наверх, образуя шлаковую корку.
При сварке порошковой проволокой она сама плавится, создавая шлаковую защиту ванны и шва. После остывания она легко удаляется постукиванием молотка. В этом случае газ или флюс не подключаются.
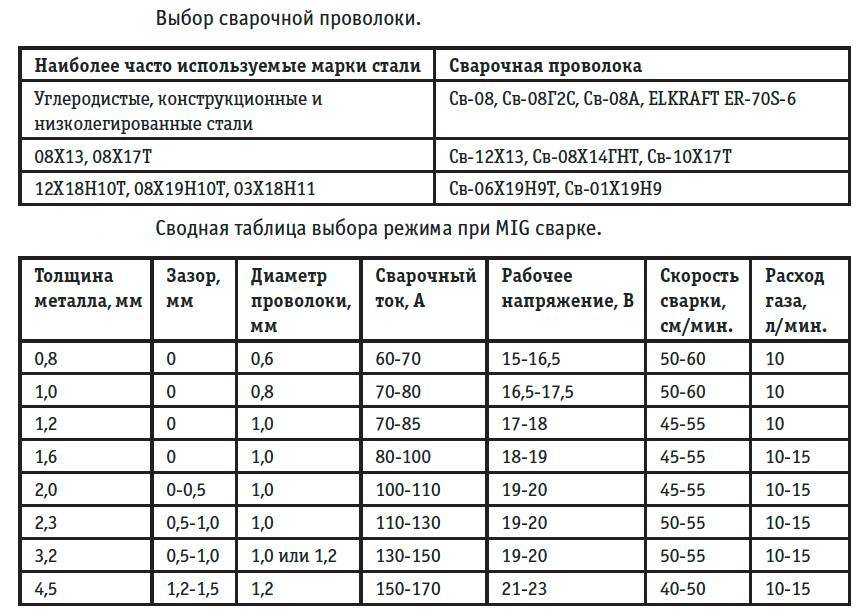
Сварочная проволока
По способам защиты в полуавтомате используются два вида сварочной
проволоки. Первый — проволока с защитой углекислым газом. Она имеет добавки марганца и кремния.
Ее марка СВ – 08 ГС или СВ ‑08 Г2С. При сварке выгорающие
марганец и кремний замещаются поступающими из проволоки. Углекислый газ
является активным, при высокой температуре дуги он разлагается на углерод и
кислород. Кислород активно окисляет плавящийся металл, что вызывает поры. Марганец
и кремний удаляют кислород из сварочной ванны. Такую проволоку рекомендуется
использовать в помещении, где нет ветра, сдувающего защитный углекислый газ.
Проволока сварочная омедненная, марка ER70S-6 (аналог Св08Г2С), диаметр — 0,8 мм. Отличается высоким качеством основного металла, имеет равномерное покрытие, поставляется на еврокатушках массой 1 кг с рядной намоткой.
Вторую разновидность проволоки можно использовать при сварке
вне помещений. Она является самозащитной, углекислый газ для ее защиты не
требуется. Самозащита проволоки осуществляется, чаще всего, за счет специальной флюсовой сердцевины. Такая проволока дороже газозащитной, поэтому ее лучше
использовать только для работы вне помещений




Качество шва, сваренного такой
проволокой, ниже, чем газозащитной.
При покупке проволоки обращайте внимание на ее внешний вид.
Загрязнения, ржавчина, следы масла очень быстро засорят спираль шланга вашего
полуавтомата. Лучше всего, если катушка с проволокой будет упакована в
герметичную полиэтиленовую пленку.
Порошковая самозащитная проволока Huatong E71T-8 (E71T-GS) подойдет для сварки на открытом воздухе, при наличии ветра и экстремальных температур
Сердечник проволоки содержит все необходимые присадки (защитные, шлакообразующие и деоксидирующие), благодаря чему становится не нужным использование внешнего защитного газа или флюса.
Кроме вышеперечисленных проволок для сварки низкоуглеродистых сталей, существуют проволоки для сварки чугуна, цветных металлов, нержавеющих сталей:
Проволока ПАНЧ-11 используется для для ремонта изделий из чугуна любой сложности, послелитейного восстановления изделий из чугуна, исправления дефектов литья. Идеально подходит для ремонта корпусов-блоков двигателей внутреннего сгорания, раздаточных коробок, корпусов редукторов, корпусов коробок переключения передач.
Проволока Welding Dragon ER 4043 широко используется для полуавтоматической сварки литейных алюминиевых сплавов Al-Si и Al-Si-Mg.
Медная проволока CuSi3 (Cu-97%, Si-3%) применяется для MIG-пайки сталей, в том числе с защитным покрытием цинка. А так же возможно применение при сварке медных и медно-оловянных сплавов.
Проволока Welding Dragon ER 308 относится к классу хромоникелевых сварочных проволок, стойких к коррозии. Используется для полуавтоматической сварки нержавеющих сталей. Подойдет для конструкций с температурой эксплуатации до 350°C, а также для применения в условиях низких температур до -269°C.
Критерии выбора
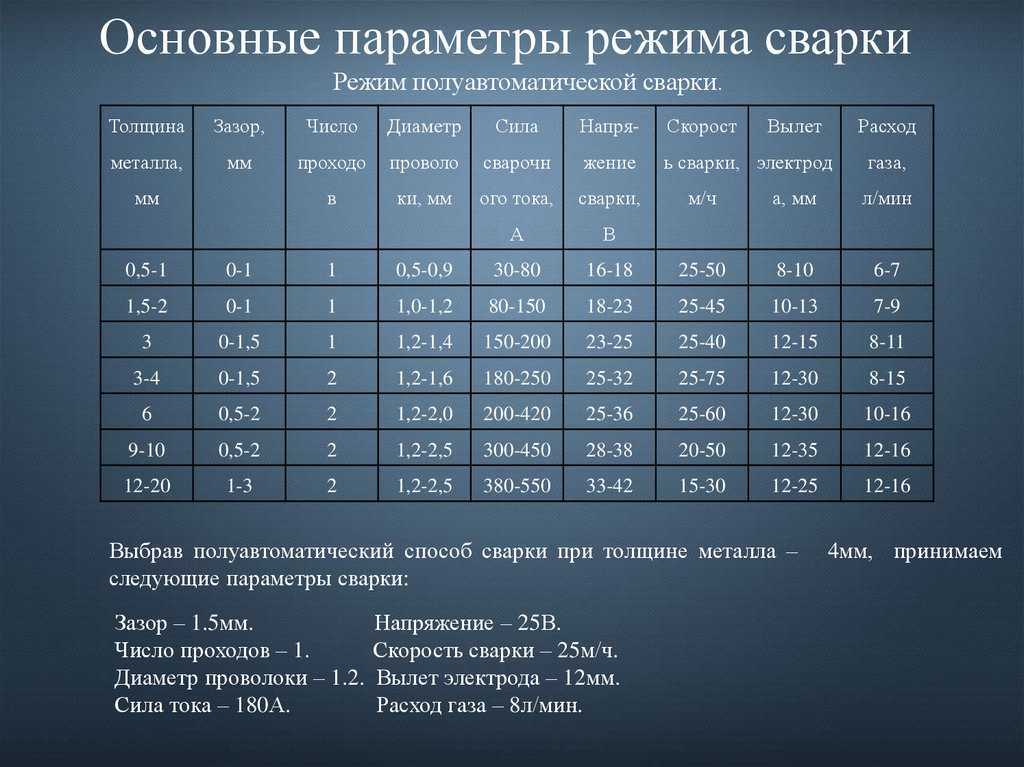
Максимальный ток в сочетании с коэффициентом постоянного включения (ПВ) определяют не только спектр применений сварочного аппарата, но и его «запас прочности». Что касается сварочного тока, то у многих новичков некоторое недоумение вызывает отсутствие такой регулировки на полуавтоматах – на них традиционно регулируется напряжение на горелке. Для обычно используемой проволоки диаметром 0,8-1,0 мм выставляется напряжение до 20В в зависимости от толщины деталей, ток при этом не превысит 120 А. ПВ определяет процентное соотношение времени работы и времени охлаждения сварочного аппарата: из двух инверторов с одинаковым максимальным током аппарат с ПВ 60% потребует перерыва в работе быстрее, чем аппарат с ПВ 80%. Так как этот коэффициент увеличивается при снижении сварочного тока, при одинаковом ПВ дольше проработает без остановок тот аппарат, чей максимальный ток больше
Применительно к полуавтоматам это означает, что приобретать аппарат с большим максимальным током стоит только из расчета на длительную беспрерывную работу: реально реализовать такой ток на обычной проволоке нельзя.
Мощность аппарата и диапазон рабочих напряжений важно учитывать, если предполагается запитывать его от слабой электросети в гаражном массиве или в частном секторе. Чем меньше потребляемая аппаратом мощность, тем меньше будут и просадки напряжения во время работы
Соответственно, чем ниже порог рабочего диапазона напряжений, тем большую просадку аппарат выдержит без перебоев в работе.
Возможность смены полярности потребуется при сварке флюсовой проволокой (называемой обычно «порошковой»). Если для сварки под углекислотой используется обратная полярность (на горелке «плюс»), то для флюсовой проволоки нужна полярность прямая (на горелке «минус»). Также на прямой полярности работают с некоторыми сортами обычной проволоки, легированными щелочными металлами.
Дополнительные режимы работы, предусмотренные в конструкции многих полуавтоматов, значительно расширяют их функциональность, хотя и увеличивают цену. Обычно полуавтоматы дополняются режимом MMA (ручной дуговой сварки) – приобретая такой аппарат, вы сможете варить и тонколистовое железо, и массивные металлические конструкции, где проволока не обеспечит глубокий провар.
Перед покупкой также определите важнейшие условия использования аппарата, а именно:
- возможности домашней/дачной электросети;
- какие металлы предстоит сваривать;
- толщина свариваемого металла;
- требуемое качество сварки;
- габариты объектов для сварки, длина сварочных швов;
- интенсивность использования агрегата.
Техника сварки
- Выбрать ток (переменный или постоянный), полярность, прямую или обратную.
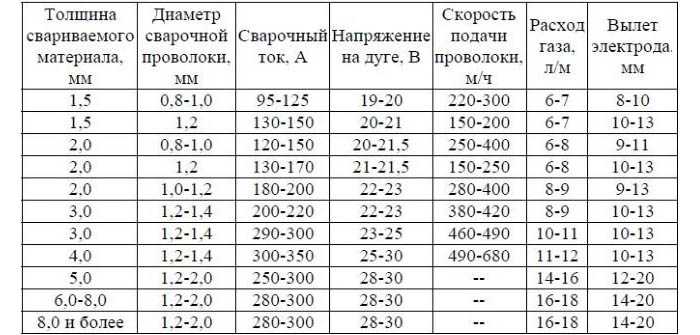
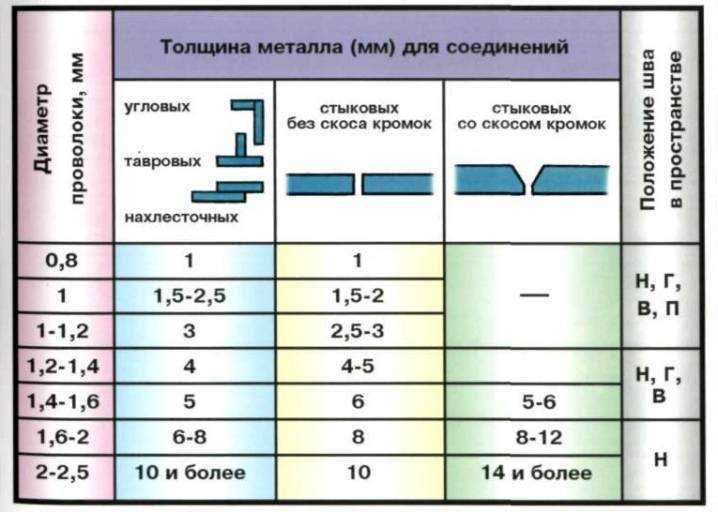
- Подобрать актуальный диаметр проволоки, наиболее часто используемым считается 0,8 мм, но его применение оправдано для сварки конструкций не толще 5 мм.
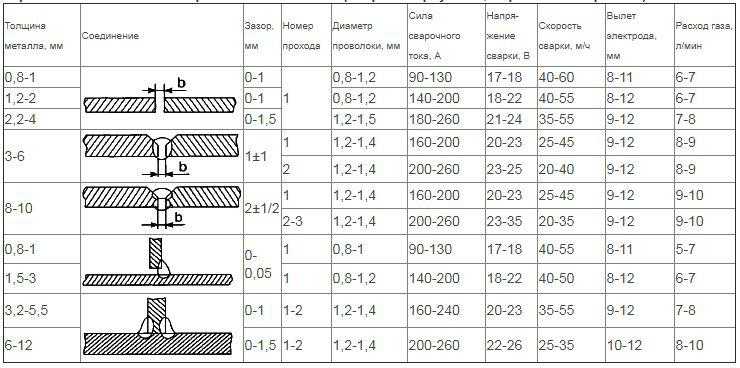
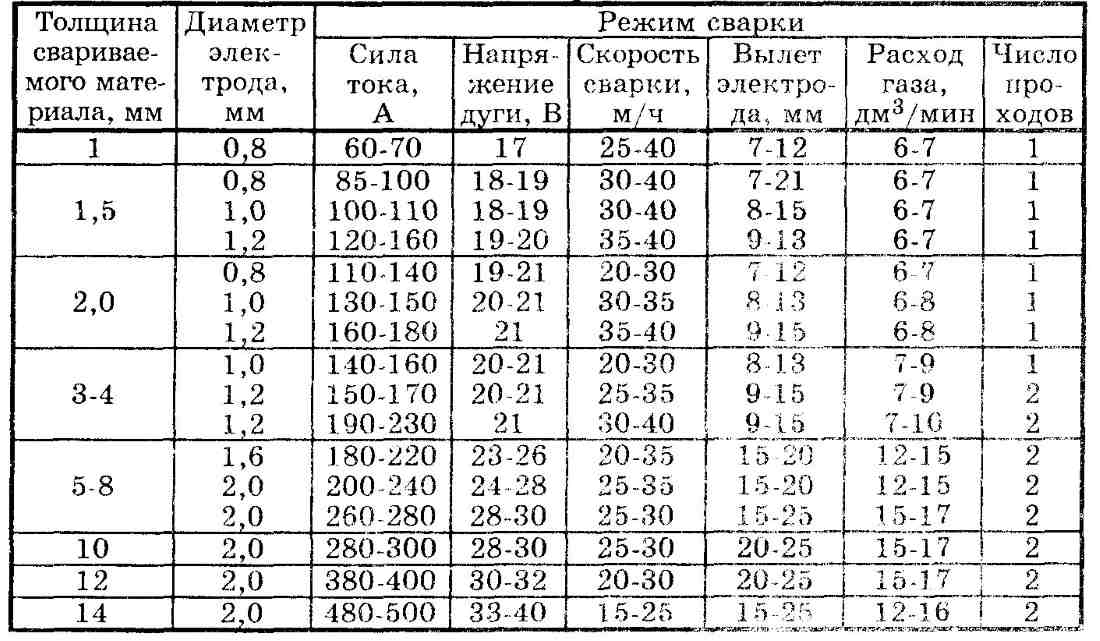
- Выбрать нужную величину тока, всё полуавтоматическое оборудование выпускается с фиксированным положением переключателей, которые имеют дополнительные регулировки, а таблицы соответствия силы тока с толщиной заготовок приведены на лицевой стороне аппаратуры.
- Установить нужную скорость подачи проволоки для сварки.
- Расход защитного газа корректировать в зависимости от скорости сварочного процесса.
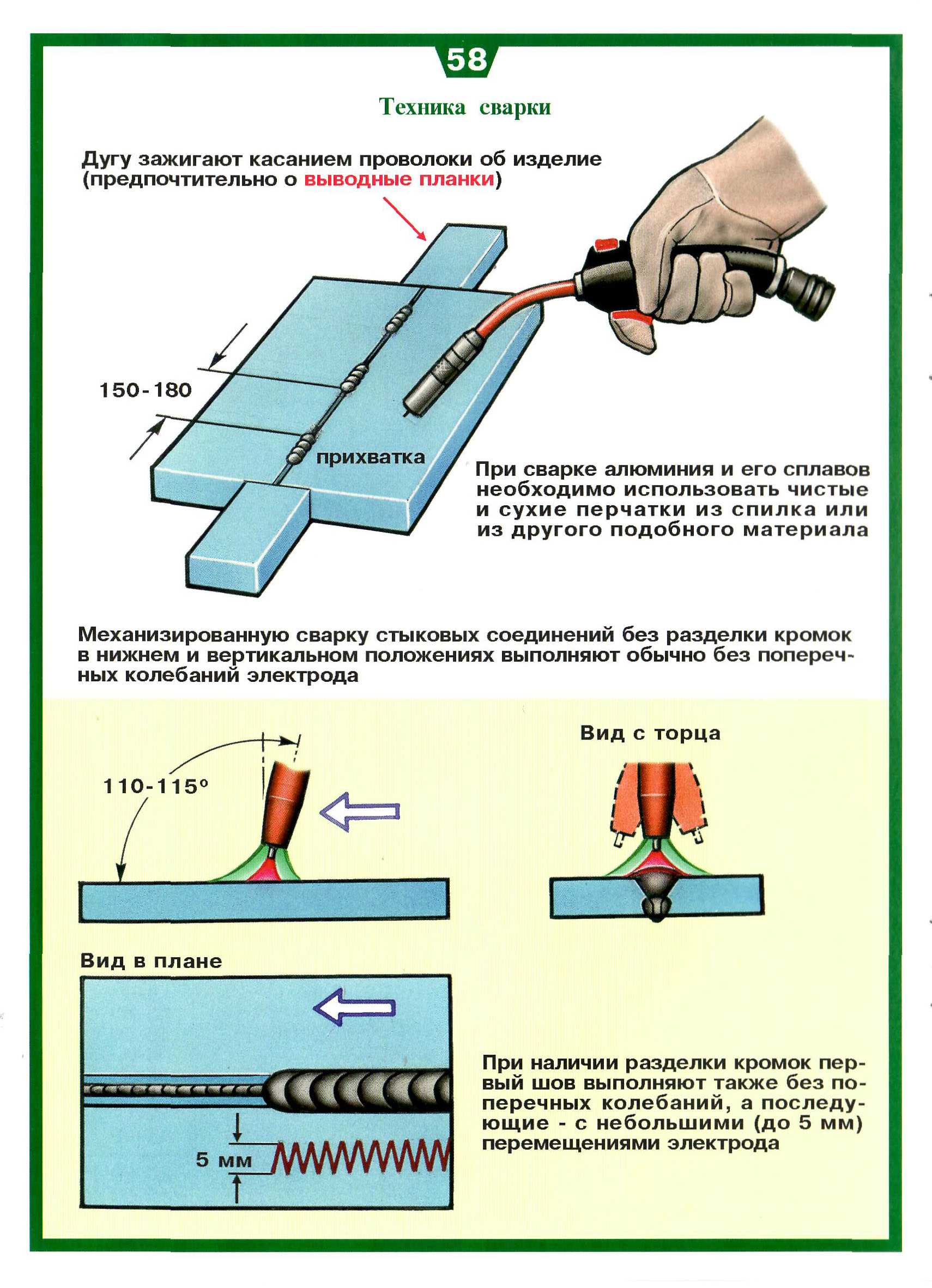
- Постоянно следить за наклоном и выносом сопла горелки.
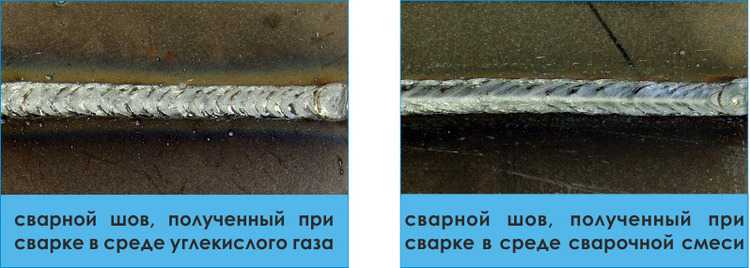
В качестве защиты применяется смесь из аргона, углекислого газа и кислорода — при этом процесс происходит мягко, сварочная дуга горит стабильно, нет затухания, в результате шов получается плотный и без видимых изъянов.
В среде защитного газа
Такой вид соединения металлов выполняется при помощи специального оборудования, например, сварка полуавтоматом для начинающих в среде углекислого газа выполняется на специально оборудованном посту, где имеется все необходимые инструменты и баллон с углекислым газом, в том числе.
Если сравнивать с другими видами сварочных работ, то сварка с применением углекислого газа довольно проста и имеет такие особенности:
- проводится на обратной полярности, чтобы исключить деформацию конструкции и добиться стабильных параметров дуги;
- при наплавке металла используется прямая полярность, КПД во время проведения этой операции возрастает в 1,8 раза, по сравнению с первым вариантом;
Сварку лучше проводить с подключением к сети переменного тока, для этого используется осциллятор.
Технология для алюминия
Полуавтоматические аппараты используют для сварки изделий из алюминия, в качестве защиты применяется аргон, но при этом нужно учитывать, что цветной металл обладает высокой текучестью при расплавлении. Особенностью этого метода является обратная полярность, когда к горелке подключается минус, а на свариваемые заготовки — плюс.
Поверхностная амальгама алюминия успешно разрушается, деталь начинает плавиться без помех. При значительном слое окиси нужно провести предварительную механическую обработку для удаления окисной пленки с поверхности конструкции.
С проволокой
В качестве плавящегося электрода используется специальная проволока в мотках, которая заправляется в автомат ее подачи в зону горения дуги. Из газов не рекомендуется пользоваться водородом, так как при этом происходит сильное разбрызгивание и шов получается плохого качества. Специальный ГОСТ нормирует применение сварочной проволоки 75-ти марок, поэтому сварщику надо сопоставлять ее с маркой свариваемых деталей, давать какие-то рекомендации здесь трудно.
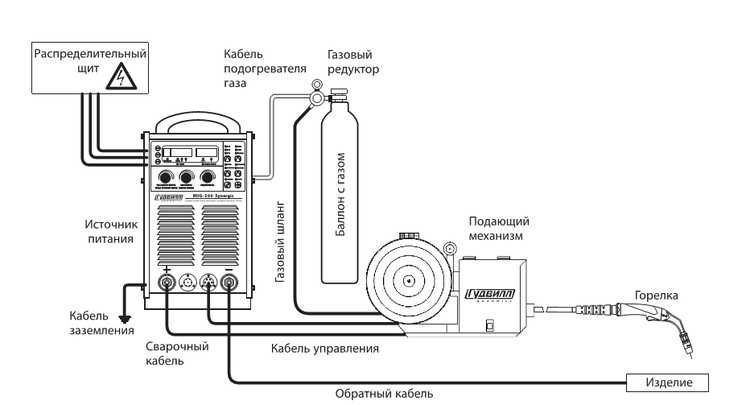
Стандартный комплект сварочного оборудования для MIG/MAG сварки.
Плюсы и минусы полуавтоматической сварки
Механизированная сварка становится все популярнее не только у профессионалов, но и у любителей. Сварки полуавтомат имеет ряд преимуществ и недостатков, с которыми обязательно нужно ознакомиться прежде чем приняться за работу. К достоинством данного вида сплавления можно отнести следующие:
- возможность создания неразъемного соединения для оцинкованных изделий, не повреждая при этом покрытие. Сплав происходит с помощью медной проволоки;
- способность варить как конструкционную стать, так и другие металлы – алюминий, чугун;
- возможность работы с тонкими стальными листами, толщиной не более половины миллиметра;
- низкая чувствительность к загрязнениям и коррозии основного материала;
- удобство, при котором шлак не перекрывает шов и оператор сразу видит результат;
- невысокая стоимость, в сравнении с другими типами создания неразъемных соединений.
Кроме этого, стоит отметить некоторые недостатки, которые возникают при работе на полуавтомате:

- при сварке без газа увеличивается разбрызгивание раскаленного железа;
- происходит более сильное излучение дуги, поэтому необходимо применять защитную форму и маску для лица.
Даже с некоторыми недочетами такой тип сварки широко применяется во многих производственных отраслях. Чаще всего такие типы используются в сферах автостроения и ремонта транспортных средств. При этом применяется защитный газ – гелий, аргон или углекислый газ.
Сила тока и напряжение
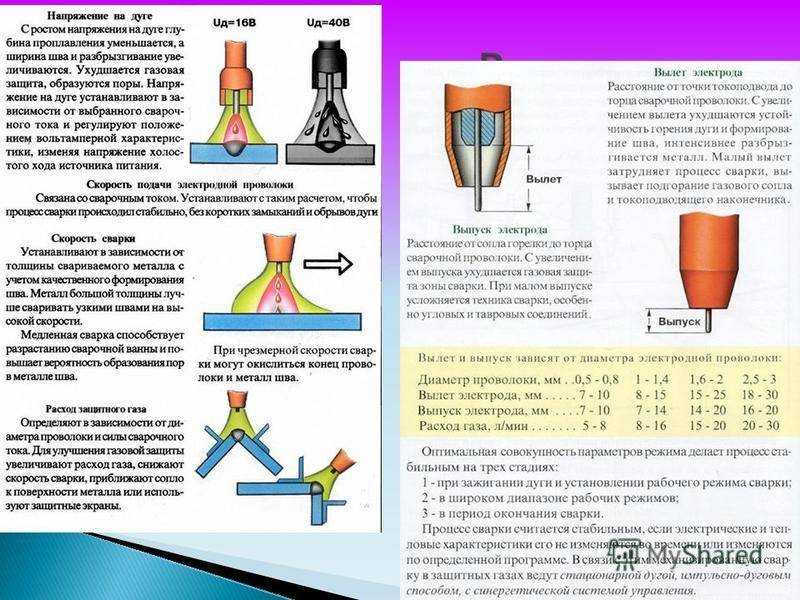
От силы подаваемого тока зависит производительность, установка тока производится на основании размеров диаметра используемой электродной проволоки и толщины заготовок. Чем больше ампер, тем глубже проплавливается шов. Большое влияние на весь процесс сварки оказывает скорость подачи проволоки.
Напряжение напрямую зависит от силы тока, а регулировка производится путем изменения холостого хода источника питания. При повышении напряжения ухудшается газовая защита, снижается целостность и однородность шва, так как возрастает разбрызгивание металла. Глубина проварки также снижается, практика показывает, что при полуавтоматическом процессе соединения деталей применяют высокую силу тока и небольшую величину напряжения.
Популярные модели
На российском рынке полуавтоматы представлены отечественными и импортными моделями.
Циклон ПДГ-240 ДАВ
Универсальный сварочный полуавтомат российского производства. Имеет несколько режимов, оборудован системой защиты от перегрева. Максимальное значение сварочного тока – 240 А. Циклон ПДГ-240 ДАВ любят мастера автосервиса – за высокую производительность и ремонтопригодность. Стоимость аппарата составляет около 13000 рублей.
Ресанта САИ ПА 165
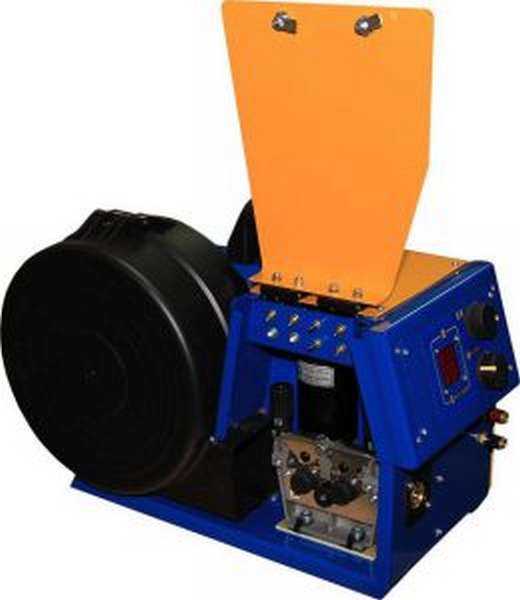
Данная модель всего на полтысячи рублей дороже предыдущей. Значение сварочного тока составляет всего 160 А – идеальный вариант для гаражных работ. Пользователям нравится конструкция корпуса полуавтомата (с откидывающейся передней стенкой) и удачно сконструированная тоннельная система охлаждения. Единственное, что вызывает единогласное недовольство – слишком короткий шланг — всего 2 метра.
Lincoln PWERTEC 191C
Профессионалы называют эту модель «Неубиваемый». Аппарат американского происхождения, стоит почти 40000 рублей. Естественно, за такие деньги производитель максимально «нафаршировал» модель всевозможными функциями и режимами. Lincoln PWERTEC 191 может работать от сети 220 В, 16 А.



При покупке сварочного полуавтомата обязательно требуйте у продавца сертификаты и протоколы испытаний.
Технология сваривания в среде защитного газа
Существуют разные способы сварки полуавтоматом, но метод с использованием газа считается самым востребованным. Для работ могут использоваться разные газовые смеси, но чаще применяют аргон, углекислоту, гелий. Углекислота и гелий обладают небольшим расходом, они считаются недорогими. По этой причине данные газовые смеси применяются достаточно часто.
Важно! Главное предназначение газа состоит в защите свариваемого участка от окисления, которое может происходить при взаимодействии с кислородом. Именно это отражается на прочности и качестве шва
При применении углекислоты области, которые будут свариваться, предварительно зачищаются от ржавчины, загрязнений, краски. Для этого используется щетка по металлу и наждачная бумага.
Выделяют следующие виды полуавтоматической сварки, во время которых применяются газовые смеси:
- без отрыва от тела металл. Сваривание шва происходит непрерывно, слой наносится от начала до намеченного конца;
- точечное сваривание. Соединение изделий производится при помощи сварочных точек, через заданные промежутки, по всей длине свариваемой области;
- сварка с использованием короткого замыкания. Данный тип сваривания обычно производится в автоматическом режиме, его используют для соединения тонких металлических листов. Во время него используются электрические импульсы, которые генерируют оборудование. Замыкание расплавляет металл и соединяет изделия друг с другом.
Полуавтоматическое сваривание с применением углекислого газа часто осуществляется в режиме переменного тока. Перед тем как начинать процесс требуется настроить полуавтомат для последующего сваривания изделий. Регулирование параметров осуществляется в соответствии с типом металла.
После подготовки и настройки аппарата можно приступать к работам. Как варить сваркой полуавтомат:
- Для начала откручивается вентиль подачи газа, а уже потом поджигается дуга.
- Проволокой нужно коснуться металлического изделия и запустить процесс. Проволока будет подаваться автоматически при каждом нажатии на кнопку «Пуск».
- При проведении сварочного процесса проволока удерживается в перпендикулярном отношении к заготовке, но при этом не нужно перекрывать обзор к заливаемой ванночке-соединения.
- Между изделиями, которые свариваются, требуется выдерживать нужный зазор.
- Если показатель толщины изделия составляет не больше 1 см, то зазор должен быть не больше 1 мм. Если же обрабатываемые изделия толще 1 см, то зазор берется 10 % от их толщины.
- Удобно сваривать изделия в положении лежа или на железной подкладке, которая размещается снизу вплотную к основному металлу.
Защитный газ
Основная задача защитного газа – защита расплавленного металла от атмосферного воздействия (кислород окисляет, а азот и влага из воздуха вызывают пористость шва) и обеспечить благоприятные условия зажигания сварочной дуги.
Тип защитного газа влияет на скорость плавления, проникновение сварочной дуги, на количество брызг при сварке, форму и механические свойства сварочного шва. Определённая смесь газов даёт существенный эффект стабильности электрической дуги и уменьшает количество брызг при сварке. Состав газа влияет на то, как расплавленный металл от проволоки передаётся к месту сварки.
Инертные газы и их смеси в качестве защитного газа (MIG) используются для сварки алюминия и цветных металлов. Обычно применяются аргон и гелий.
Активные газы и смеси (MAG) применяется для сварки сталей. Чаще всего это чистая двуокись углерода (CO2), а также в смеси с аргоном.
Рассмотрим виды и смеси защитных газов подробнее:
- Чистая двуокись углерода (CO2) или двуокись углерода с аргоном, а также аргон в смеси с кислородом обычно используются, для сварки стали. Если использовать двуокись углерода (CO2) в качестве защитного газа, то получите высокую скорость плавления, лучшую проникаемость дуги, широкий и выпуклый профиль сварочного шва. Когда используется чистая двуокись углерода, то происходит сложное взаимодействие сил вокруг расплавленных металлических капель на кончике насадки. Эти несбалансированные силы становятся причиной образования больших нестабильных капель, которые передаются в зону сварки случайными движениями. Это является причиной увеличения брызг вокруг сварочного шва. Также чистый карбон диоксид образует больше испарений.
- Аргон, гелий и аргонно-гелиевая смесь используются при сварке цветных металлов и их сплавов. Эти смеси инертных газов дают более низкую скорость плавления, меньшее проникновение и более узкий сварочный шов. Аргон дешевле гелия и смеси гелия с аргоном, а также даёт меньшее количество брызг при сварке. В отличие от аргона, гелий даёт лучшее проникновение, более высокую скорость плавления и выпуклый профиль сварочного шва. Но когда используется гелий, сварочное напряжение возрастает при такой же длине сварочной дуги и расход защитного газа возрастает в сравнении с аргоном. Чистый аргон не подходит для сварки стали, так как дуга становится слишком нестабильной.
- Универсальная смесь для углеродистой стали состоит из 75% аргона и 25% двуокиси углерода (может обозначаться 74/25 или C25). При использовании такого защитного газа образуется наименьшее количество брызг и уменьшается вероятность прожига насквозь тонких металлов.