

Металлические или перламутровые краски
Специальные чернила обеспечивают металлический или перламутровый блеск. Существуют также печатные краски, которые называются «золотыми» и «серебряными» или позволяют получить аналогичные эффекты. Золотой бронзовый пигмент получают путем смешивания порошкового сплава латуни с различным содержанием меди и цинка. Чем выше содержание меди в сплаве, тем более «золотой» цвет краски.
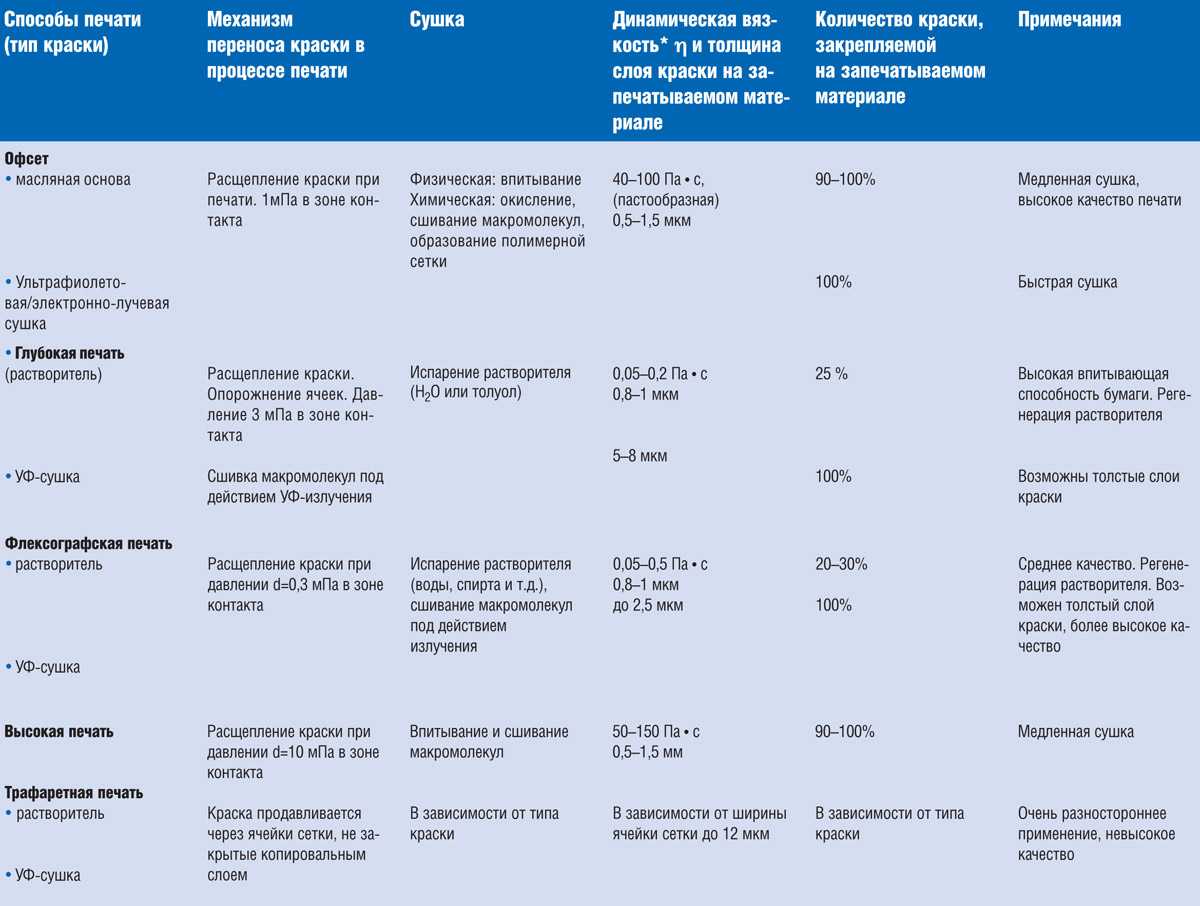
Технология изготовления бронзы позволяет обеспечить необходимый размер зерна металлического пигмента для обеспечения требуемых условий печати. Для офсетной печати их размер должен составлять до 3,5 микрон, для глубокой и флексографической печати — 8-9 микрон (слои чернил намного толще, чем в случае офсетных чернил).

Рис.6. Пигмент «перламутр-золото»
Для изготовления серебряного пигмента используют алюминий со степенью чистоты 99,5%. После плавления в индукционной печи жидкий сплав обрабатывают потоком сжатого воздуха. Конечный продукт — металлические гранулы с блестящей металлической поверхностью.
Эти чернила отверждаются как обычные офсетные печатные краски путем абсорбции и окислительной полимеризации.
Последние разработки печатных красок «золото» и «серебро» основаны на использовании диспергируемых лаков, разбавленных водой, и наносятся с помощью лакировочных устройств с системой камерного ракеля. Эти краски фиксируются при поглощении в печатный материал и испарения воды, содержащейся в чернилах. Они имеют гораздо больший глянец, чем обычные «золотые» и «серебряные» печатные краски на основе олифы.
Краски с перламутровыми блестящими пигментами придают принту характерный блеск, сравнимый с блеском жемчуга.
Сердцевина этих пигментов представляет собой частицу слюды, которая окутана одним или несколькими слоями оксида металла.
Печатные краски с металлическими пигментами, которые используются в глубокой и флексографической печати, изготавливаются аналогично чернилам с органическими или неорганическими пигментами. В качестве краски с «атласной» поверхностью используется «серебряная» краска, которая в любом соотношении смешивается с цветной краской. Так образуются цветные глянцевые краски.
Денситометрия
Денситометрия (от лат. densitas — плотность) возникла как раздел сенситометрии, посвященный измерению поглощения и рассеяния света красочными слоями. Методы денситометрии позволяют по оптической плотности красочного слоя оценить его параметры.
Оптическая плотность характеризует способность объекта поглощать световое излучение и определяется как десятичный логарифм отношения потока излучения, падающего на объект, к ослабленному в результате поглощения и рассеяния световому потоку, прошедшему через объект (часто оптическую плотность выражают и через коэффициент пропускания):
где: Dp — оптическая плотность; Ф — световой поток, падающий на измеряемый объект; Фλ — световой поток, прошедший через измеряемый объект; t — коэффициент пропускания.
Оптическая плотность соответствует зрительному ощущению, возникающему у человека, наблюдающего окрашенный объект (чем выше оптическая плотность объекта, тем более темным кажется он наблюдателю), поэтому данную характеристику оказалось удобно использовать в полиграфии для контроля параметров технологического процесса.
В офсетной печати измерения оптической плотности производят при выполнении следующих технологических операций:
Лаки для придания дополнительного защитного слоя
В офсетной печати лаки применяются для улучшения внешнего вида и защиты печатной продукции. Они создают дополнительный слой, который придает поверхности более гладкую текстуру и приятный блеск. Кроме того, лаки предотвращают истирание и повреждение от механического воздействия.
Существуют разные типы лаков, которые могут быть использованы в офсетной печати:
- Глянцевые лаки — придают поверхности глянцевый блеск и улучшают цветопередачу. Они используются, когда требуется создать более яркий и насыщенный образ.
- Матовые лаки — придают поверхности матовый эффект. Они используются, когда необходимо создать более приглушенный и элегантный образ.
- Текстурные лаки — создают различные текстурные эффекты на поверхности печатной продукции. Такие эффекты могут быть в виде сплошного или зернистого покрытия.
Правильный выбор лака зависит от целей и требований к конечной печатной продукции. Необходимо учитывать тип подложки, используемые краски и технические особенности печати. Производители обычно предоставляют рекомендации по выбору лака и его нанесению.
Связующее
Связующее вещество является вторым обязательным составляющим печатной краски. Оно представляет собой жидкую фазу печатной краски, связывающую твердые частицы пигмента в единую дисперсную систему.
Важнейшие свойства краски, за исключением цветовых характеристик, зависят главным образом от состава и свойств связующего. Например, связующее определяет поведение краски в процессе печатания и от него же зависит способность краски закрепляться на оттиске. Тип связующего определяется назначением и видом печатной краски. Изменяя его состав, можно при помощи одного пигмента приготовить краску для любого способа печати.
Предназначенные для производства печатных красок связующие имеют общее название – «фирнисы». Связующие, как правило, имеют сложный состав, но в него обязательно входят пленкообразующие вещества; чаще всего это смолы или продукты их переработки, а также растворители этих смол (ароматические углеводороды, минеральные и растительные масла). В последние два-три года некоторые производители печатных красок выпустили новые красочные серии на основе натуральных веществ. В состав этих красок в качестве растворителей смол входят 100% натуральные (растительные) масла, а минеральные не используются; кроме того, все входящие в состав пигменты подобраны и обработаны с соблюдением всех норм по экологической безопасности. Как правило, в названии этих красок присутствуют слова NATURE или BIO. Данные краски обычно сертифицированы для использования в производстве детских изданий и пищевой упаковки.
В зависимости от состава связующего офсетные краски могут закрепляться на оттиске за счет следующих механизмов:
- отделения растворителя в процессе впитывания;
- химического пленкообразования – образование полимерной пленки под действием кислорода, содержащегося в воздухе (окислительная полимеризация), или фотохимической полимеризации под действием УФ-излучения;
- сочетания этих способов (комбинированное закрепление).
Окислительная полимеризация может быть ускорена благодаря внешнему энергетическому воздействию. Для этого используются газовые и инфракрасные сушильные устройства.
Наименьшее время закрепления характерно для красок, содержащих в составе связующего специальные вещества, способные к полимеризации под действием УФ-излучения. Время пленкообразования в данном случае сокращается до сотых долей секунды. Облучение оттиска УФ-светом является необходимым условием их закрепления.
Правильная краска для офсетной печати
Известно, что скупой платит дважды. Это правило распространяется на все аспекты нашей жизни. Не обошло оно и полиграфическую отрасль. Все типографии, в особенности коммерческие, стремясь предельно сокращать свои расходы на производство тиража, либо за счет краски, либо за счет бумаги, либо за счет других статей, подлежащие уменьшению. Естественно, что нередки случаи причинения тем самым большого вреда всему тиражу, который, в результате удешевительных манипуляций, подлежит переделке. В этой статье мы поговорим о том, как правильно выбрать краску для офсетной печати, не потеряв при этом в качестве.
Практически каждому производителю любого продукта хочется увеличить его качество, снизив при этом итоговую себестоимость. Конечно, встречаются и такие, кто над этим не задумывается, но речь в статье пойдет совсем не о них (их, слава Богу, меньшинство), к тому же это совсем нелогично.
Вне зависимости от территориального расположения типографии, например московской, она существует в наше непростое время лишь за счет заказов, вырванных из цепкого клюва конкурентов. Где-то соперников больше, где-то меньше. В наше же время на успех любого вида деятельности, особенно коммерческий, влияет огромное количество факторов, что одна только их классификация может занять тысячи страниц текста мелким шрифтом. Ограничимся лишь самоочевидным тезисом, что любое производство имеет тем больше шансов на успех, чем более качественный продукт оно выпускает и/или чем меньше этот продукт стоит. Таким образом, в полиграфии необходимым, однако недостаточным условием успеха стало умение качественно печатать с максимально возможной экономией средств.


![Основные свойства красок и особенности работы при печати (краски для офсетной печати) [реферат №1107]](https://muzey-galileo.ru/wp-content/uploads/a/7/9/a795d1a0ceb5e13adaddef97975f0023.jpeg)




Но на деле не все так элементарно. На себестоимость печатной продукции влияет огромное количество факторов. Чтобы сузить область поиска, выделим два аспекта, оказывающих основательное влияние на себестоимость и качество печатной продукции. Это будут стоимость полиграфических расходных материалов и вытекающего из этого количество производственного брака.
Всем известно, что главным полиграфическим материалом является бумага. Без нее полиграфия, как явление, вообще невозможна. Однако бумага нас будет интересовать лишь как фактор, влияющий на себестоимость производства тиража.
Итак, в число рассматриваемых нами расходников войдут краски, печатные формы и некоторые специфические химикаты. Именно их мы и будем рассматривать как основные источники успешности либо убыточности полиграфического производства офсетным способом печати
Перейдем к понятию полиграфического брака. В полиграфии под ним понимают неподлежащие использованию по назначению тираж или часть тиража, если эта порча случилась по вине некачественных или неверно использованных расходных материалов (красок, форм, химикатов). Согласно определению в категорию брака попадают и так называемые приладочные листы тиража, неизбежные при любой печати. Конечно, можно не согласиться с данным утверждением, но на практике, чем меньше этих листов — тем лучше, поэтому можно смело отнести их к браку, подлежащему минимизированию, но воспринимаемому печатником как необходимое зло.
Стойкие к истиранию краски
В настоящее время значительная часть высококачественной полиграфической продукции, печатается на матовых мелованных бумагах. По сравнению с глянцевыми бумагами отпечатки на матовых бумагах получаются с эстетической точки зрения более сдержанными и элегантными, а кроме того, они не «бликуют» при чтении.
Некоторые считают матовую мелованную бумагу трудной для печати в связи с продолжительным временем впитывания краски, медленным высыханием и недостаточной прочностью красочного слоя к истиранию. Действительно, для достижения оптического эффекта матовости данные мелованные бумаги должны иметь шероховатую поверхность, чтобы падающий свет отражался в нескольких направлениях. В результате трения между шероховатой поверхностью этих бумаг и мягким красочным слоем возможно «осыпание» печатной краски на оттиске. Поэтому при печати на данных бумагах необходимо использовать сорта печатных красок, обладающие высокой прочностью к истиранию. При этом специальным краскам для матовых мелованных бумаг следует предпочесть сорта краски, характеризующиеся высокой прочностью красочного слоя к истиранию, а также высокой скоростью закрепления, поскольку чем больше время закрепления, тем менее прочен слой краски.
Все производители печатных красок предлагают серии с повышенной стойкостью к истиранию. Как правило, это оксидативно сохнущие краски, куда обязательно добавляются специальные воски, что делает эти серии, в большинстве своем, непригодными к последующему лакированию водно-дисперсионными или УФ-лаками.
Краски для тампонной печати
Тампопечать, которую иногда называют «методом непрямой глубокой печати», используется, в частности, для печати на неровных, сложных поверхностях. Формы глубокой печати переносят изображение на эластичный тампон в качестве промежуточного носителя, который затем прижимается к запечатанному предмету. Печатные краски здесь очень похожи на те, которые используются в трафаретной печати, но они имеют более низкую вязкость.
Краски имеют очень высокое содержание пигмента (около 30%). Они преимущественно быстро сохнут благодаря испарению растворителя. В зависимости от типа печатаемого материала используются химически закрепленные чернила. Как и трафаретная печать, тампопечать охватывает широкий спектр материалов: дерево, резина, пластмасса, кожа, кожзаменители, стекло, фарфор, а также лакированные поверхности и т. Д. В этом случае для используемого материала используются соответствующие краски . В большинстве случаев принтер должен проверить их адгезию.
Наложение красок (треппинг)
Необходимым условием синтеза новых цветов в процессе печатания многокрасочного изображения является наложение красок друг на друга.
Офсетная печать цветных изображений в режиме по сырому характеризуется различными условиями переноса первой и последующих красок. Если слой первой краски наносится на сухой запечатываемый материал, то последующие красочные слои полностью или частично взаимодействуют с невысохшими нанесенными ранее слоями 3 . В результате слои одной и той же краски, нанесенные на запечатываемый материал и на слой другой краски, имеют различную толщину (разница может достигать 50%), а при колориметрическом контроле двухкрасочных полей выясняется, что их цветовые координаты имеют сдвиг в сторону цвета нижней краски.
При оценке величины треппинга важно не столько ее абсолютное значение, сколько тенденция к изменению в ту или иную сторону. Контроль наложения красок обязательно следует выполнять при изменении запечатываемого материала, красок, увлажняющего раствора, офсетной покрышки, регулирования давления печати
Определение величины треппинга производится при помощи денситометра или спектроденситометра путем измерения оптических плотностей двухкрасочных (бинарных) полей контрольной шкалы. Для расчета оценки наложения красок также выполняются измерения оптических плотностей однокрасочных 100% полей соответствующих красок. Денситометрические измерения обычно производятся через зональный светофильтр второй краски, что обусловливает значительное влияние его характеристик на величину оценки.
Единой методики оценки наложения красок пока не существует, но наибольшее распространение получили три метода: Пруссела, Ритца и Бруннера.
Метод Пруссела (Preucil) заключается в сравнении величин оптических плотностей краски при ее нанесении на слой предыдущей краски и на запечатываемый материал:
где: D12 — оптическая плотность двухкрасочного поля; D1 — оптическая плотность поля первой (нижней) краски; D1 — оптическая плотность поля второй (верхней) краски.
По формуле Пруссела вычисляется относительная величина толщины слоя верхней краски. Как видно из формулы, этот метод предполагает линейную зависимость между оптической плотностью бинарного поля и толщиной слоя верхней краски. Метод Пруссела не учитывает ни влияния на оптические параметры двухкрасочного поля, ни неравномерности наложения верхней краски, поэтому его целесообразно применять в случае, если верхняя краска образует ровный сплошной слой.
Таблица 3. Типичные значения треппинга при работе на различном оборудовании, вычисленные по формуле Пруссела (по данным компании X-Rite)
| Вид печати Цвета красок | M+Y | C+Y | C+M |
|---|---|---|---|
| Печать на листовых машинах | 70 | 80 | 75 |
| Печать на рулонных машинах по технологии heatset | 70 | 87 | 72 |
| Печать на рулонных машинах по технологии coldtset | 50 | 89 | 50 |
Метод Ритца (Ritz) основан на предположении, что преобладание цвета нижней краски связано не с меньшей толщиной верхнего слоя, а с неравномерностью наложения второй краски. Как показали исследования, эффект разделения верхнего красочного слоя с образованием «пятнистой» структуры действительно имеет место. Ритц предложил использовать для расчета оценки наложения красок модифицированную формулу Мюррея-Девиса:
Метод Ритца позволяет вычислять оценку неравномерности наложения верхней краски, то есть относительную площадь верхнего слоя. Практика показала, что метод Ритца позволяет достаточно точно производить оценку краскопереноса.
Метод Бруннера (Brunner), как и метод Ритца, основан на модифицированной формуле Мюррея-Девиса:
Как следует из результатов примера расчета оценок треппинга (см. врезку), использование формулы Бруннера при малой величине наложения верхней краски приводит к получению завышенных результатов.
Термохромные краски
Сегодня нередко при оформлении упаковок и этикеток различных продуктов используются термохромные эффекты, заключающиеся в изменении цвета изображения при изменении температуры. Термохромные краски (Termochromic Inks) включают пигменты, которые при охлаждении до определенной температуры меняют свой цвет от бесцветного к цветному или при нагревании – от цветного к бесцветному. В зависимости от температуры рисунок на упаковке или этикетке либо проявляется, либо исчезает.
В связи с тем, что термохромные краски при комнатной температуре практически бесцветны, контроль качества печати затруднен. В качестве вспомогательного средства можно предложить использование пакета со льдом или охлаждающей аэрозоли.
Термохромные краски предназначены для листовой печати, причем печатные машины могут быть оснащены увлажняющими аппаратами любых типов. При печати необходимо наносить слой краски максимально возможной толщины, поскольку интенсивность термохромных красок несколько ниже, чем у обычных. Для увеличения толщины красочного слоя можно использовать печать в несколько прогонов. Другие параметры печатного процесса не отличаются от стандартных








В случае необходимости можно использовать сиккатив для улучшения закрепления краски на оттиске, но добавлять вспомогательные вещества следует очень осторожно, так как это может привести к потере краской термохромных свойств
Для достижения наилучшего цветового контраста отпечатка цвет запечатываемой поверхности должен быть нейтрально белым. Бумаги, имеющие желтоватый оттенок, для печати термохромными красками использовать не рекомендуется.
Поскольку структура пигмента, использующегося в термохромных красках, довольно грубая, то лучше избегать сюжетов с большой площадью печатного изображения, а печатать штриховые изображения небольшого размера.
Если термохромная краска должна быть нанесена на невпитывающий материал, то запечатываемую поверхность вначале необходимо загрунтовать фолиевыми белилами.
Термохромные краски
Эти краски содержат красители или пигменты, которые меняют цвет при повышенных температурах. Они используются, например, для упаковки медицинских изделий, чтобы зафиксировать тот факт, что они прошли термическую стерилизацию. Эти чернила могут быть напечатаны любым способом. Также доступны индикаторные краски, показывающие изменения температуры. Они оба обратимы и необратимы.
Чернила должны быть термостойкими, поскольку температура чернил в принтере может превышать 60 ° C в течение длительного времени. Светостойкость часто требуется. Для использования в пищевой упаковке тяжелые металлы должны быть исключены из краски.
Краски для офсетной печати без увлажнения
В последние годы все большее распространение получает офсетный способ печати без увлажнения. Причина этого кроется в таких его преимуществах по сравнению с традиционной технологией, как меньшее время закрепления красок на плохо впитывающих материалах и более высокая насыщенность оттисков.
Для сухого офсета разработаны как триадные, так и смесевые краски, например PANTON, а также металлизированные краски и масляные печатные лаки. Для данных красок могут использоваться те же вспомогательные вещества, что и для офсета с увлажнением. Вместе с тем следует отказаться от добавок, снижающих вязкость краски, так как при этом появляется опасность возникновения тенения.
Печатные машины для печати без увлажнения должны быть оснащены устройствами регулирования температуры красочных аппаратов и формных цилиндров. При работе на машинах, не оснащенных устройствами терморегулирования красочного аппарата, в результате сильного разогрева краски возможно ее восприятие пробельными участками формы.
При офсетной печати без увлажнения используются те же офсетные резинотканевые полотна и обрезиненные валики, что и для традиционной офсетной печати. Соответственно могут применяться аналогичные смывочные материалы.
Офсетная печать без увлажнения предусматривает использование специальных печатных пластин, позволяющих изготавливать формы с отталкивающими краску пробельными элементами. Режимы изготовления (экспонирования и проявления) и использования формных пластин должны соответствовать рекомендациям их изготовителей.
При офсетной печати без увлажнения могут использоваться мелованные и немелованные сорта бумаги или картона. В связи с высокой вязкостью печатной краски для того, чтобы избежать выщипывания, запечатываемый материал должен иметь хорошую прочность поверхностного слоя (для мелованной бумаги необходимо хорошее сцепление мелового покрытия с основой, немелованная бумага должна иметь поверхностную проклейку или быть каландрированной).
Вспомогательные вещества
В состав красок для офсетной печати входят вспомогательные вещества, которые позволяют регулировать глянец или матовость оттисков, прозрачность или непрозрачность красок, скорость их высыхания, прочность, устойчивость к истиранию, воздействию света, тепла, воды, масла, спирта, кислоты, щёлочи.
Вспомогательные вещества вводятся в состав офсетных красок в процессе их изготовления, но в некоторых случаях они могут быть добавлены и в готовые краски.
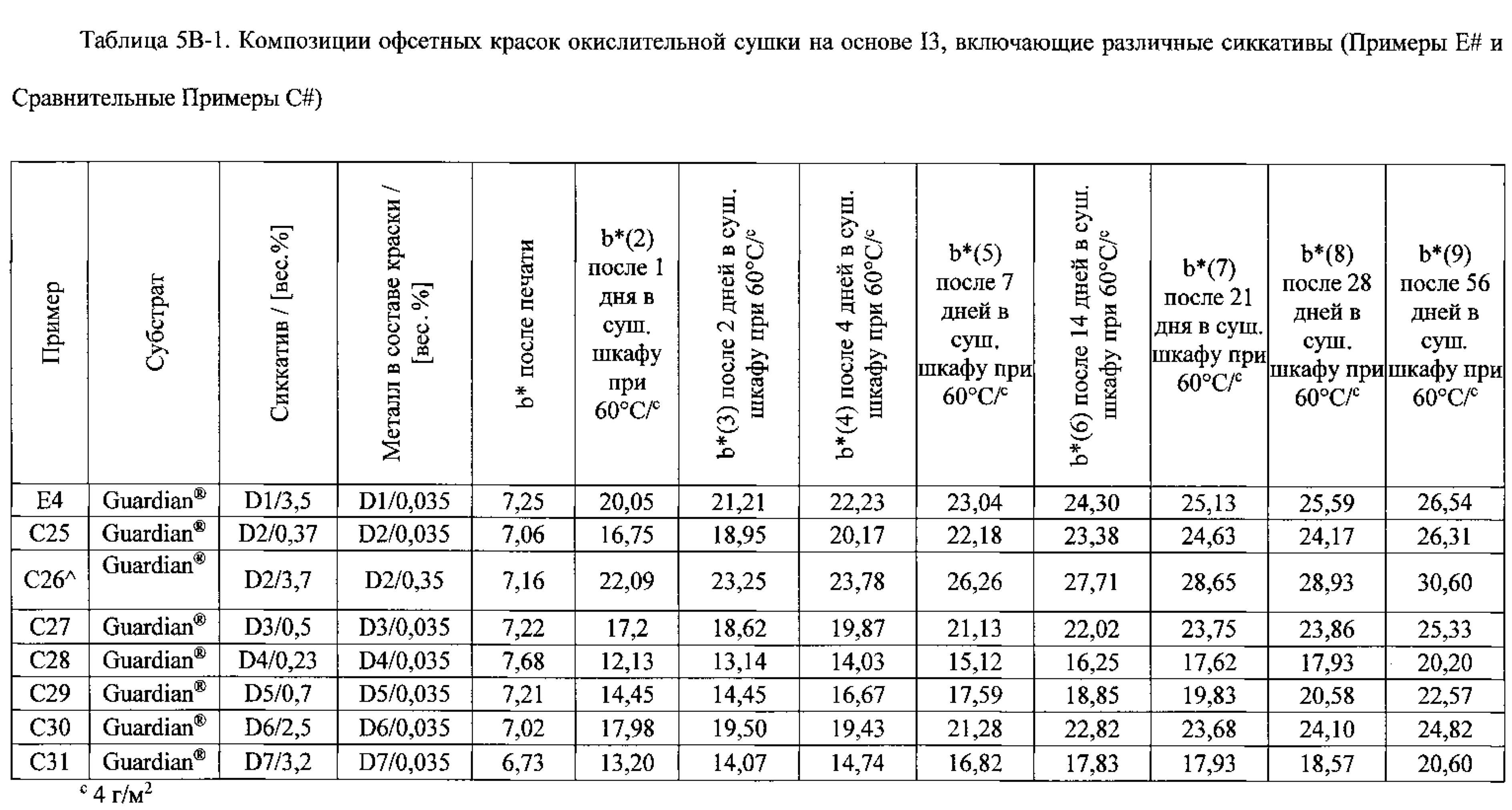
Для ускорения полимеризации красок в их состав вводят катализаторы (сиккативы): соли кобальта, свинца, марганца и некоторых других металлов. Если сиккативы вводятся в состав красок при изготовлении, то краски становятся оксидативно сохнущими, то есть характеризуются высокой скоростью закрепления на оттиске. При работе с такими красками необходимо избегать длительных остановок офсетной машины.
Для регулирования скорости плёнкообразования в состав офсетных красок вводят антиоксиданты, которые замедляют процесс их окисления и образования плёнки. Антиоксиданты особенно актуальны в том случае, если при остановке офсетной машины или при её длительной эксплуатации краска твердеет на валиках красочного аппарата.
Офсетные краски с антиоксидантами иногда называют «ночными», так как их можно оставлять на ночь в кипсейке офсетной машины.
В качестве антиоксидантов в красках для офсетной печати используются ароматические амины и фенолы.
Состав офсетных печатных красок
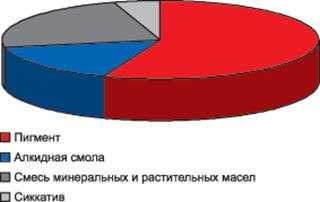
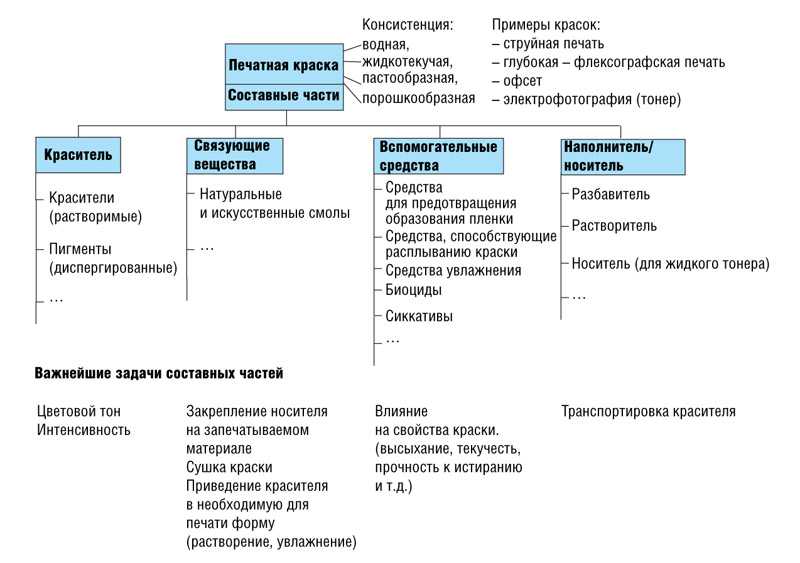
Основное назначение печатной краски – формирование на печатной основе (будь то бумага, картон, полимер или другая подложка) качественного многоцветного или одноцветного изображения. В состав печатной краски входят красящее вещество – твердая дисперсная фаза, связующее – жидкая дисперсионная среда, а кроме того, различные добавки, которые регулируют ее липкость, вязкость, скорость закрепления и ряд других свойств (рис. 1).
Рис. 1. Состав современной офсетной краски
В большинстве случаев в качестве красящего вещества в офсетных печатных красках используются пигменты. Это связано прежде всего со спецификой офсетного способа печати – наличием увлажняющего раствора.
Металлизированные краски
При работе с металлизированными красками одной из основных проблем является потеря пигментом блеска, предотвратить которую помогут следующие шаги:
- Тщательный контроль за подачей увлажняющего раствора. Подача увлажнения должна быть минимальной, иначе краски потеряют блеск из-за окисления металлических пигментов в воде. Для того чтобы свести к минимуму подачу воды, уменьшить эмульгирование краски и ускорить ее закрепление на оттиске, в увлажняющий раствор рекомендуется вводить изопропиловый спирт. Однако его концентрация не должна превышать 10%, так как большее количество спирта может привести к тенению (то есть к передаче краски пробельными элементами формы), к растворению защитной оболочки вокруг металлического пигмента и в результате вызвать потускнение краски.
- Отказаться от кислых добавок в увлажняющий раствор и использовать специально предназначенные для металлизированных красок добавки.
- Использовать качественные высокоглянцевые мелованные бумаги. При работе с немелованными бумагами возникает опасность впитывания в нее большей части связующего, в результате чего оттиски будут иметь очень низкую прочность на истирание (возможно осыпание металлического порошка). Поэтому бумагу с высокой впитывающей способностью рекомендуется предварительно запечатывать олифой или лаком.
Показатель кислотности рН бумаги должен быть не ниже 7. Определить уровень кислотности бумаги поможет карманный рН-метр, работающий по принципу обесцвечивания бумаги, которое сигнализирует о степени кислотно-щелочной реакции. В ходе теста необходимо провести ручкой по бумаге и сравнить цвет оставшегося следа с шкалой, нанесенной на ручке.
- Количество краски, помещаемой в красочный ящик, следует минимизировать. Влага и кислород негативно воздействуют на краску – они вызывают коррозию и окисление пигмента. Поэтому при длительном пребывании в красочном ящике из-за изменений, происходящих с пигментом, краски теряют блеск.
- Усиления металлического эффекта позволит добиться предварительное запечатывание поверхности полутоном желтого цвета – для золота и голубого – для серебра.
- Не рекомендуется использовать добавки, ускоряющие высыхание, — они провоцируют окисление и снижают глянец оттисков. Ускорить закрепление красок и сохранить металлический блеск поможет применение ИК-сушки.
Опыт показывает, что при работе с металлизированными красками тиражестойкость печатных форм ниже, а расход красок выше (приблизительно 3,5 г/м2), чем при печати триадными красками (примерно 1,6 г/м2), что увеличивает затраты на печать тиража.
Флуоресцентные краски
Флуоресцентные краски обеспечивают получение эффекта свечения, благодаря включению в их состав частиц люминофоров – веществ, способных люминесцировать (светиться). Люминофоры поглощают ультрафиолетовые лучи из невидимой области спектра или видимый свет и излучают свечение в определенной части видимой области спектра, благодаря чему достигается эффект свечения красочного слоя.
Флуоресцентные краски стали очень популярными в последние несколько лет. Они используются при изготовлении афиш, различной рекламной продукции, а также в картографии. Эти краски могут также применяться при печати продукции, которая нуждается в защите от подделок и фальсификации.







Цвет флуоресценции может быть подобран для любой части видимой области спектра. В цветовых справочниках Pantone представлены цвета флуоресцентных красок от Pantone 801 до Pantone 807.
С точки зрения технологии процесс печати флуоресцентными красками не отличается от печати традиционными офсетными красками. Для получения более качественных оттисков предпочтительнее печатать с металлических форм. Наилучшего эффекта удается добиться при нанесении на оттиск толстого слоя краски. Для повышения толщины красочного слоя можно использовать печать в несколько прогонов.
При печати необходимо избегать использования тонированной или цветной бумаги. Максимальный зрительный эффект флуоресценции дают яркие цветные плашки на черном фоне, а печати полутонов и мелких штриховых работ на белом фоне лучше избегать. Идеальной для печати флуоресцентными красками является немелованная бумага с хорошей впитывающей способностью. Хорошие результаты могут быть получены и на мелованной бумаге. При печати на мелованной бумаге рекомендуется добавление в краску сиккатива, чтобы улучшить ее схватывание с бумагой и повысить устойчивость красочного слоя к истиранию. Для дополнительного повышения прочности оттиска к истиранию рекомендуется лакировать изображение.
Следует учитывать, что смешивание флуоресцентных красок с обычными ведет к снижению или к исчезновению эффекта флуоресценции. Для того чтобы избежать загрязнения флуоресцентных красок красками других цветов, перед началом работы необходимо тщательно очистить печатную машину.
По своей природе флуоресцентные краски не являются устойчивыми к высоким температурам, поэтому не стоит использовать данные краски в тех случаях, когда послепечатная обработка предусматривает нагрев отпечатка.
Краски повышенной интенсивности
Пигментация является важным фактором, определяющим выбор краски. Именно пигментация отвечает за такое явление, как структурообразование краски (взаимодействие пигментов краски между собой с образованием макрочастиц, так называемых агрегатов). Эти макрочастицы создают проблемы для движения краски в красочном аппарате.
На первый взгляд самым дешевым способом избавиться от структурирования является снижение концентрации пигмента в краске. Дешевым – поскольку стоимость краски напрямую зависит от пигментации. Однако при этом в обязательном порядке происходит увеличение расхода краски, так как для достижения установленных норм оптических плотностей плашек краску со слабой пигментацией приходится наносить более толстым слоем (рис. 3).
Использование красок с пониженным содержанием пигмента может привести и к ряду других проблем. Например, из-за увеличенной подачи краски большее ее количество остается на офсетной форме после разделения красочного слоя в процессе печати, что, в свою очередь, приводит к нарушению раската краски и соответственно к неравномерности оптических плотностей по печатному полю. В итоге добиться корректного воспроизведения цветов оказывается чрезвычайно сложно.
Кроме того, одним из важных свойств пигмента является его маслоемкость. В повышенной интенсивности используются пигменты с незначительной маслоемкостью. В красках низкоинтенсивных серий применяются пигменты с расширенной маслоемкостью, требующие большего количества воды, что приводит к известным сложностям при установлении и поддержании баланса «краска-увлажнение».
Однако основной проблемой при увеличенной толщине красочного слоя, конечно же, является отмарывание. При большой подаче краски отмарывание является основным показателем низкого качества краски с малой концентрацией пигментов.
Заключение
В заключение хотелось бы привести общую максиму. Как вы понимаете, автор поместил это в подзаголовок. В своей первоначальной формуле краски в основном уже содержат все необходимые добавки. Исключением является разбавитель, причем только тогда, когда, в особых случаях, он необходим для модификации красок с использованием вспомогательных материалов и добавок.
Есть много способов, которыми чернила могут быть модифицированы в соответствии с конкретными условиями печати, но это может ухудшить свойства чернил. Поскольку вспомогательные материалы могут значительно изменить характеристики красок, перед началом серийной печати требуется пробная печать.